



螺旋鋼管質(zhì)量?jī)?yōu)劣的鑒別方法1、厚壁鋼管的內(nèi)徑尺寸波動(dòng)較大,原因是;l、鋼溫不穩(wěn)定有陰陽(yáng)面。2、鋼的成分不均勻。3、由于設(shè)備簡(jiǎn)陋,地基強(qiáng)度低,軋機(jī)的彈跳大。會(huì)出現(xiàn)有同一周內(nèi)內(nèi)徑變化較大,這樣的鋼筋受力不均勻易產(chǎn)生斷裂。2、管的商標(biāo)和印字都比較規(guī)范。三鋼管直徑16以上的大螺紋,兩商標(biāo)之間的間距都在IM以上。






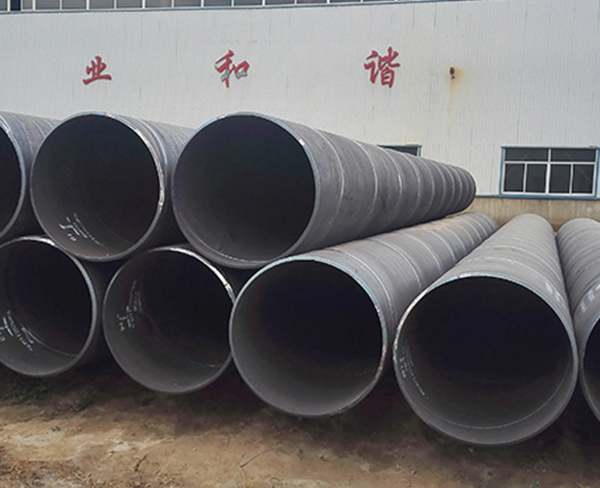
螺旋鋼管生產(chǎn)工藝(1)原材料即帶鋼卷,焊絲,焊劑。在投入前都要經(jīng)過(guò)嚴(yán)格的理化檢驗(yàn)。(2)帶鋼頭尾對(duì)接,采用單絲或雙絲埋弧焊接,在卷成鋼管后采用自動(dòng)埋弧焊補(bǔ)焊。(3)成型前,帶鋼經(jīng)過(guò)矯平、剪邊、刨邊,表面清理輸送和予彎邊處理。(4)采用電接點(diǎn)壓力表控制輸送機(jī)兩邊壓下油缸的壓力,確保了帶鋼的平穩(wěn)輸送。(5)采用外控或內(nèi)控輥式成型。(6)采用焊縫間隙控制裝置來(lái)保證焊縫間隙滿足焊接要求,管徑,錯(cuò)邊量和焊縫間隙都得到嚴(yán)格的控制。(7)內(nèi)焊和外焊均采用美國(guó)林肯電焊機(jī)進(jìn)行單絲或雙絲埋弧焊接,從而獲得穩(wěn)定的焊接規(guī)范。(8)焊完的焊縫均經(jīng)過(guò)在線連續(xù)超聲波自動(dòng)傷儀檢查,保證了100%的螺旋焊縫的無(wú)損檢測(cè)覆蓋率。

螺旋鋼管的工藝性能1。彎曲性能按下表規(guī)定的彎心直徑彎曲180度后,鋼筋受彎曲部位表面不得產(chǎn)生裂紋。2。反向彎曲性能根據(jù)需方要求,鋼筋可進(jìn)行反向彎曲性能試驗(yàn)。反向彎曲試驗(yàn)的彎心直徑比彎曲試驗(yàn)相應(yīng)增加一個(gè)鋼筋直徑。先正向彎曲45度,后反向彎曲23度,后反向彎曲23度。經(jīng)反向彎曲試驗(yàn)后,鋼筋受彎曲部位表面不得產(chǎn)生裂紋。3。表面質(zhì)量鋼筋表面允許不得有裂紋、結(jié)疤和折疊。鋼筋表面允許有凸塊,但不得超過(guò)橫肋的高度,鋼筋表面上其他缺陷的深度和高度不得大于所在部位尺寸的允許偏差。

本網(wǎng)站全力支持關(guān)于《中華人民共和國(guó)廣告法》實(shí)施的“違禁詞”相關(guān)規(guī)定,且已竭力規(guī)避使用“違禁詞”。故即日起凡本網(wǎng)站任意頁(yè)面含有“違禁詞”介紹的文字或圖片,一律非本網(wǎng)站主觀意愿并即刻失效,不可用于客戶行為的參考依據(jù)。凡訪客訪問(wèn)本網(wǎng)站,均表示認(rèn)同此條約!感謝配合!
您好,歡迎蒞臨合肥美德,歡迎咨詢(xún)...
 觸屏版二維碼 |





